
 您的位置:
您的位置:






6ES7231-5QF32-0XB0黄山西门子一级代理商6ES7231-5QF32-0XB0黄山西门子一级代理商
S7-200 SMART,超越SMART
S7-200 SMART是西门子针对中国的OEM市场研发的新一代PLC。作为S7-200CN的升级产品,一方面继承了S7-200CN丰富的功能,另一方面融入了新的亮点,将全面覆盖并超越S7-200CN。从产品上市至今,S7-200 SMART在包装、纺织、机床、食品、橡塑等众多行业得到广泛应用,在提升设备性能和降低设备成本上发挥着重要作用。
SIMATIC S7-200 SMART产品亮点
·机型丰富,更多选择
提供不同类型、I/O点数丰富的CPU模块,单体I/O点数
可达60点,可满足大部分小型自动化设备的控制需求。另外,CPU模块配备标准型和经济型供用户选择,对于不同的应用需求,产品配置更加灵活,大限度的控制成本。
·选件扩展,精确定制
新颖的信号板设计可扩展通信端口、数字量通道、模拟量通道。在不额外占用电控柜空间的前提下,信号板扩展能更加贴合用户的实际配置,提升产品的利用率,同时降低用户的扩展成本。
会PLC编程,可以说是现在很多电工的能力之一了,PLC编程是简单的电工应用技术而已,可以说拿这个技术在社会上打拼并没有太多优势。虽然也有很多类型的电工是可以不用进工厂的,比如工地上的,物业公司的,但是和工厂里边的电工做事本质上没有区别,进工厂不代表低人一等,这个心理状态还是需要摆正的。
PLC主要应用场所是工厂,和工厂打交道才会出成绩
PLC在学校里边,早期是归纳到电气自动化这个专业里边的,电气自动化,研究的对象是工厂里边机械的控制,虽然现在很多民用的场所都已经用到PLC,但是作用和工厂里边的控制是一回事。
虽然PLC入门简单,几乎每个电工经过短暂学习都可以掌握,但是做得非常深入也不容易的,每行都有每行的难点,市场上对中大型PLC掌握很熟练的人才也不算特别多,绝大部分人都是肤浅掌握了小型PLC的皮毛而已。
而想玩精PLC,还真要做很多项目,写过非常多的梯形图才可以达到目的的,至少也要在工厂里边混个3-5年才敢说没有什么PLC编程项目可以难倒你。这里说的工厂并不一定是固定某个工厂,相反可能需要多做一些行业的编程项目,这样编程的视野才宽广。
如果年纪轻,可以在工控项目公司混,经常能出差各行业工厂那种,这样才有机会接触各种设备的PLC编程,见多摸多了,自然而言会形成自己的编程思路,水平才可以到达一定境界。
相反,如果一开始懂点编程皮毛,就要离开工厂这个平台,那肯定是没有机会继续学习深造的,现在满大街都是新出来的年轻人,很快就会被他们超越了。
如果离开工厂,PLC还有用处吗
答案是肯定的,只要你的PLC编程基础非常牢固,可以有很多种选择的。技术只是人生一条路而已,很多人写了一段时间的PLC程序,和各个工厂的客户混熟了,就转型自己接编程单,给一些客户长期写程序,虽然偶尔也要下一下工厂,但是时间都不长,这种职业也轻松潇洒自由,毕竟还是靠自己的技术来继续吃饭,但是做法和以往的简单打工已经*不一样了。
也有很多人积累了一定的技术基础,跑到一些PLC的产品部门里边混个售后工程师,或者一些产品的技术支持,虽然偶尔也会下工厂,但是已经是“老师"身份下去做指导了,因为有厂家的背景支持,这类工作也不累,当然出差是不可避免的。
技术转型销售也非常多,毕竟到了一定年龄,写程序肯定是不如年轻人的,而转型做销售的,一般都喜欢打交道那类,因为有PLC编程经验,PLC和其他工控产品起来,客户更加容易信服些。
自己开一家工控公司,找几个志同道合的人一起创业,也是很多PLC编程工程师的出路了,领几个大点的项目,干一个月够吃一年那种了,实现人生的创业目标。
另外就是转型做嵌入式编程,从电气转向了电子,这种编程比PLC的技术含量要高很多,薪水也高很多,就业也容易,而且很多是不用下工厂的。
最后有一种,可以说*是脱离了工厂的,就是举办PLC编程培训班,靠学员吃饭那种了,需要高一点的编程水平和一定的口才授课技巧,*是做老师了,当然最后也可以去技校做老师的。
高速芯片,性能
配备西门子高速处理器芯片,基本指令执行时间可达0.15 μ s,在同级别小型PLC中*。一颗强有力的“芯",能让您在应对繁琐的程序逻辑,复杂的工艺要求时表现的从容不迫。
·以太互联,经济便捷
CPU模块本体标配以太网接口,集成了强大的以太网通信功能。一根普通的网线即可将程序下载到PLC中,方便快捷,省去了编辑电缆。通过以太网接口还可与其它CPU模块、触摸屏、计算机进行通信,轻松组网。
·三轴脉冲,运动自如
CPU模块本体多集成3路高速脉冲输出,频率高达100kHz,支持PWM/PTO输出方式以及多种运动模式,可自由设置运动包络。配以方便易用的向导设置功能,快速实现设备调整、定位等功能。
·通用SD卡,快速更新
本机集成Micro SD卡插槽,使用市面上通用的Micro SD卡即可实现程序的更新和PLC固件升级,极大地方便了客户工程师对终用户的服务支持,也省去了因PLC固件升级返厂服务的不便。
·软件友好,编程高效
在继承西门子编程软件强大功能的基础上,融入了更多的人性化设计,如新颖的带状式菜单、全移动式界面窗口、方便的程序注释功能、强大的密码保护等。在体验强大功能的同时,大幅提高开发效率,缩短产品上市时间。
·*整合,无缝集成
SIMATICS7-200 SMART可编程控制器,SIMATIC SMARTLINE触摸屏,SINAMICS V20变频器和SINAMICSV90伺服驱动系统*整合,为OEM客户带来高性价比的小型自动化解决方案,满足客户对于人机交互、控制、驱动等功能的*需求。
学习机器人的前提条件
学习该内容前须掌握以下的几个知识点:
西门子S7-1500 PLC的基本知识,包括西门子系列PLC使用Profinet组态通讯的方式;西门子PLC中基本的数据类型组成(位,字节,字和双字),西门子PLC与第三方设备通讯后IO点映射的基本概念以及使用西门子PLC简单编写程序的能力。
1.2 机器人的简单介绍
雅马哈四轴机器人的四个轴分别是X轴,Y轴,Z轴以及R轴。具体的轴的位置见图1-1。
所有的四轴机器人基本上是有这四个轴组成的,所以我们对其有个基本的了解就行,学习机器人主要是学习机器人的控制器。
下图是雅马哈四轴机器人的示例图,可用于工业现场工件的抓取放置。

图1-1
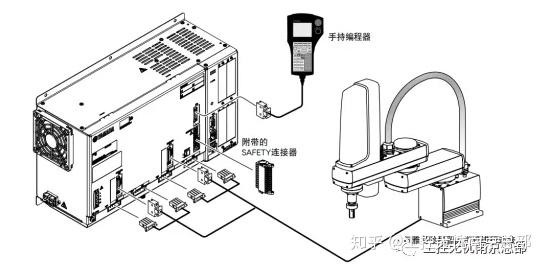
控制面板
2 控制器面板介绍
雅马哈四轴机器人的控制为RCX340,具体的控制器上各个接口的作用如下图所示:

图2-1
RCX340控制器是雅马哈机器人用来控制四轴机器人的控制器,它的外观可见图2-1。
上面的插头口分别是轴1控制接头,轴2控制接头,轴三控制接头,轴四控制接头。
选件板(主要用于和第三方通讯,此次项目中使用到的是PROFINET通讯)。Enthernet接口:用于控制器与PC通讯。PB接口:用于连接示教器。若没有选购示教器则接口处的插头也不能拔掉,因为插头中有厂家以及短接好的安全信号线。
电源端子:共两组220V交流电源,一组是控制器电源,一组是伺服马达电源。四组电池组:用于控制器的断电数据保持,若将其拔掉则会报电池错误。四组电池组分别对应四个伺服轴。
软硬
介绍
3.1 RCX340控制器接线操作
3.2 电路图
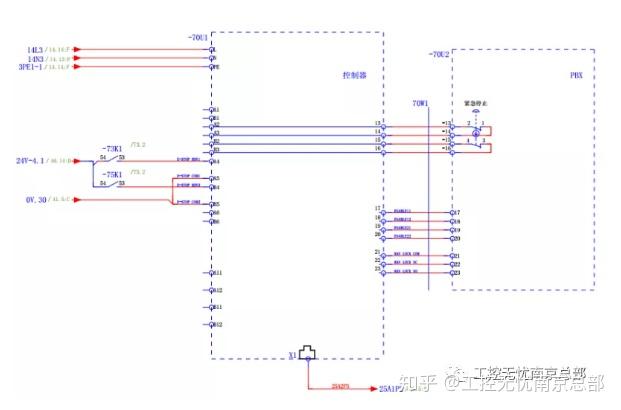
电路图中L,N和PE是控制器的外部220V电源,该电源用于给控制器供电。图中的A1-A6和B1-B6是控制器面板上的Safety信号,若不接外部控制信号则应将A1A2,A3A4,A5A6,B1B2,B3B4,B5B6相应的短接起来。
若需要接入安全信号或者急停则应按照上图所示的接法接入外部安全信号。至于右边的PBX接线则表示机器人示教器与控制器的接线,若选购了示教器则出厂时厂家会为你接好线,若没选购厂家也会为你将插头接口,所以这部分的接线图仅供参考学习。
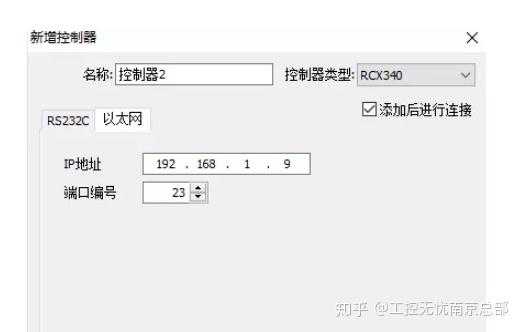
3.3 软件介绍
CX340控制器使用的编辑软件是RCX-Studio。注意该控制器的另一个软件为RCX-Studio Pro,该软件是RCX-Studio到升级版。该软件需要秘钥,如无秘钥使用RCX-Studio就行。下面我们来重点介绍该软件的使用方法。打开该软件,点击新建连接弹出如图2.2-1所示的界面,可使用网线连接。注意该控制器默认IP地址是192.168.0.2,端口号为23。
使用控制器RCX340可分为两种情况来控制,具体可分为通过PLC控制器以及不通过PLC来控制。若不通过PLC来控制则需手动在软件中将控制器的马达上电。而使用PLC来控制RCX340则需要在PLC程序中写上电程序和输入紧急停止程序。具体的手动步骤可见附件说明书的《RCX-StudioPro_C_V.1.16》中的第四节P14页联机操作。该章节介绍了使用该软件联机时的操作,包括与控制器的连接,伺服上电,原点回归,寸动移动,点位跟踪以及监控功能。将这一小节读完可*掌握该软件常用的一些操作。
- 上一篇: 6ES7231-5PF32-0XB0
- 下一篇: 6ES7232-4HB32-0XB0

 在线交流
在线交流 咨询电话
咨询电话